Diagnostyka dźwigów przemysłowych z wykorzystaniem systemu CRANE CBM MONITORING opartego na TWave T8-L
Problemy oraz trudności, jakie występują podczas diagnostyki przekładni dźwigów przemysłowych, wynikają głównie z niestabilnej pracy tych urządzeń. Dźwig podczas normalnej pracy wykonuje zadania często w niepowtarzalnych warunkach.
Monitoring stanu przekładni dźwigów przemysłowych – czy skuteczna diagnostyka jest możliwa?
Jak prawidłowo wykonać pomiar i ocenić stan techniczny przekładni, gdy parametry pracy, takie jak prędkość liniowa liny czy masa podnoszonego ładunku, nieustannie się zmieniają? Ocena zmian w sygnałach diagnostycznych wymaga bowiem porównywania danych zebranych w identycznych warunkach pracy.
Jak prawidłowo wykonać pomiar i ocenić stan techniczny przekładni, gdy parametry pracy, takie jak prędkość liniowa liny czy masa podnoszonego ładunku, nieustannie się zmieniają? Ocena zmian w sygnałach diagnostycznych wymaga bowiem porównywania danych zebranych w identycznych warunkach pracy.
System CRANE CBM MONITORING – nowoczesne rozwiązanie do monitoringu dźwigów
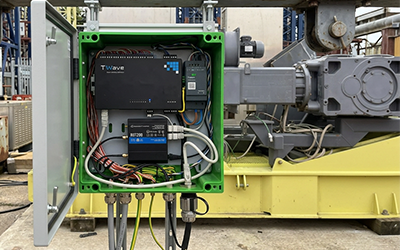
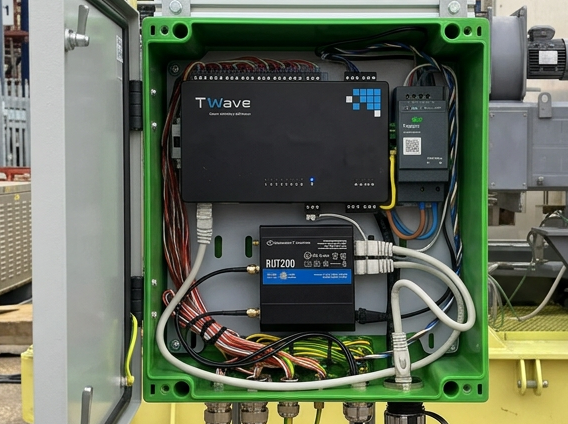
Aby sprostać tym wyzwaniom, opracowaliśmy system CRANE CBM MONITORING, bazujący na urządzeniu TWave T8-L System. Rozwiązanie zostało zaprojektowane z myślą o ciągłym monitorowaniu stanu technicznego dźwigów i przekładni przemysłowych.
CRANE MONITORING SOLUTION
System składa się z:
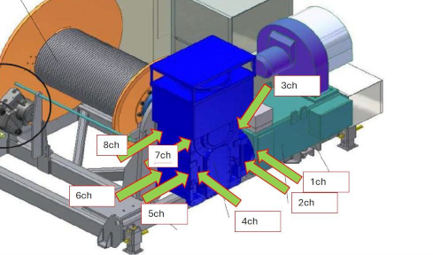
- 8 czujników drgań
- 1 czujnik prędkości
- 1 zestaw kabli pomiarowych
- 1 zestaw akcesoriów montażowych
Dzięki zastosowaniu ośmiokanałowego systemu monitoringu drgań możliwe jest prowadzenie zaawansowanej diagnostyki przekładni oraz bieżąca analiza stanu technicznego urządzeń.


Monitoring drgań przekładni dźwigowych
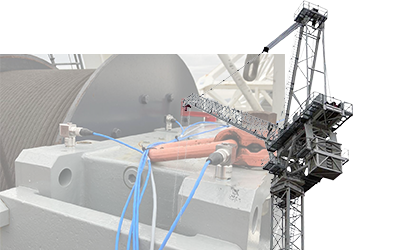
Przekładnia została opomiarowana zgodnie z przygotowanym schematem punktów pomiarowych, co umożliwiło zbieranie sygnałów diagnostycznych w sposób zapewniający najwyższą jakość danych.
Do pomiaru prędkości obrotowej zastosowano tachometr z czujnikiem wiroprądowym, zamontowany na średnicy śrub bębna liny wyciągowej. Dwanaście śrub odpowiadało jednemu pełnemu obrotowi bębna, co umożliwiło prowadzenie synchronicznych pomiarów i dokładną analizę sygnałów.

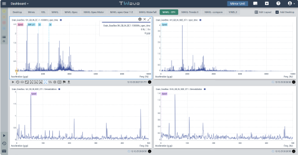
Wykres 1. Trend Motor Speed (Hz) – Widoczna zmienność obrotów
Początkowe sygnały były niespójne oraz trudne do analizy, ponieważ brak danych o liczbie zębów poszczególnych kół przekładni wymagał od diagnosty analizy widma częstotliwości i wytypowania prążków mogących odpowiadać za częstotliwości zazębień GMF.
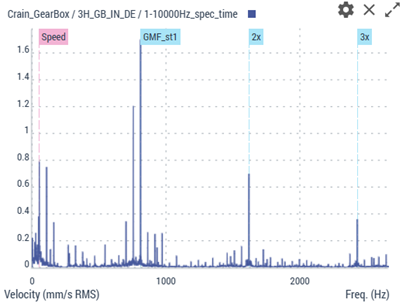
Wykres 2. Widmo prędkości drgań wraz z oznaczonymi częstotliwościami charakterystycznymi dla przekładni
Diagnostyka przekładni przy zmiennych warunkach pracy
Kolejnym wyzwaniem była zmienna prędkość liniowa liny oraz krótki czas pracy przy ustabilizowanych parametrach. W celu uzyskania porównywalnych danych przygotowano procedurę testową dla operatora.
Każdego dnia przed rozpoczęciem pracy wykonywany był test polegający na podnoszeniu haka w pełnym zakresie roboczym. Pozwoliło to na zbieranie danych w powtarzalnych warunkach i prowadzenie analiz porównawczych.
Dzięki danym z pomiarów referencyjnych można było określić podstawowe częstotliwości zazębień przekładni GMF1 stopnia pierwszego oraz ich harmoniczne.
Stopień pierwszy był układem, który nie zmieniał prędkości obrotowej; był jedynie przekładnią kątową, która zmieniała kierunek przenoszenia mocy.
Określenie częstotliwości zazębień dla tego układu pozwoliło na utworzenie parametrów dla GMF wraz z ich wstęgami bocznymi oraz trenowanie tych parametrów.
Obecnie niezależnie od parametru obrotu można monitorować rzędy oraz charakterystyczne częstotliwości przekładni.
Wykrywanie nieosiowości i uszkodzeń mechanicznych
Brak klasycznego sprzęgła oraz zastosowanie połączenia kołnierzowego pomiędzy napędem a przekładnią wymaga bardzo precyzyjnego ustawienia układu.
Diagnostyka wykazała występowanie nieosiowości, która powodowała błędy zazębienia oraz zwiększone obciążenia klina wpustowego, który przy częstych zmianach kierunku obrotów oraz prędkości obrotowej uszkadzał się wskutek odgniatania. Wzrost składowych obrotowych w czasie był wynikiem pogarszania się luzów klucza w rowku wpustowym.
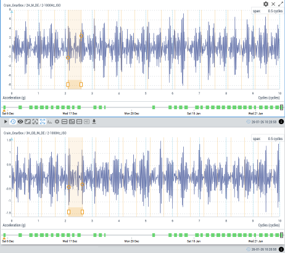
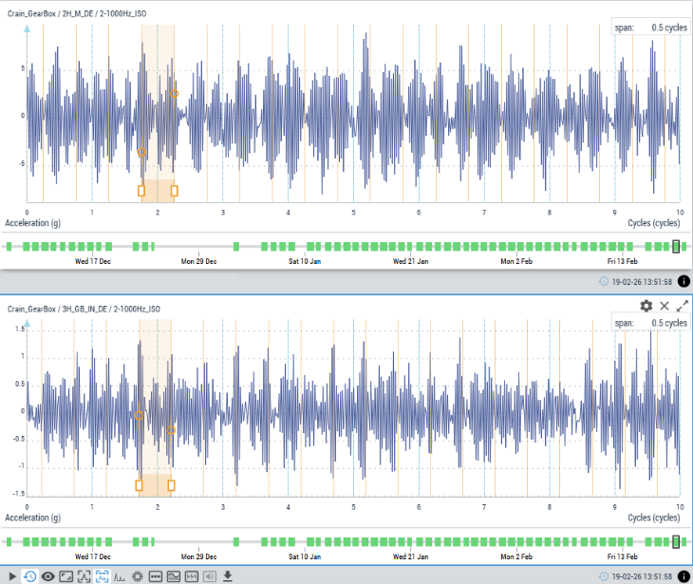
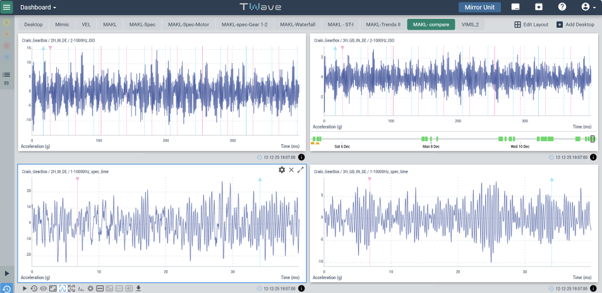
Wykres 3. Analiza przebiegu czasowego ujawniła silne impulsy wpływu 2X na obrót. Szerokość impulsu świadczy o narastającym luzie i nieprawidłowym ustawieniu.
Analiza przebiegu czasowego ujawniła silne impulsy wpływu 2X na obrót. Szerokość impulsu świadczy o narastającym luzie i nieprawidłowym ustawieniu.
Pozostałe stopnie przekładni nie wykazywały sygnałów mogących świadczyć o uszkodzeniu.
Dzięki odpowiednio dobranym parametrom diagnostycznym oraz możliwości ich trenowania możliwe jest precyzyjne określenie momentu, w którym należy przeprowadzić serwis.
Monitoring online bez kosztownej infrastruktury
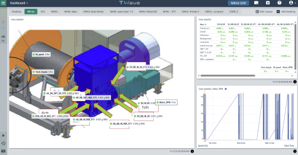
System TWave T8 posiada wbudowany serwer webowy, który realizuje akwizycję i prezentację danych diagnostycznych. Do obsługi wystarczy standardowa przeglądarka internetowa.
Połączenie urządzenia z modemem GSM umożliwia zdalny dostęp do danych i prowadzenie diagnostyki online z dowolnego miejsca.
Pełne dane diagnostyczne pozwalają również wykrywać i eliminować anomalie wynikające z nagłych zdarzeń eksploatacyjnych związanych z pracą dźwigu.
Dodatkowo użytkownik może samodzielnie konfigurować ekrany diagnostyczne i dostosować sposób prezentacji danych do specyfiki monitorowanego urządzenia.
Podsumowanie
Nowoczesny system CRANE CBM MONITORING oparty na TWave T8-L System umożliwia skuteczny monitoring stanu technicznego dźwigów przemysłowych oraz diagnostykę przekładni pracujących pod zmiennym obciążeniem.
Zastosowanie monitoringu drgań i diagnostyki online pozwala zapobiegać nieplanowanym awariom, ograniczać koszty serwisowe i zwiększać dostępność urządzeń.
W środowisku przemysłowym nawet pozornie niewielka awaria, taka jak uszkodzenie klina wpustowego, może generować wysokie koszty napraw i długotrwałe przestoje. Dzięki wdrożeniu systemu monitoringu stanu maszyn możliwe jest wczesne wykrycie problemu i skuteczne zapobieganie stratom produkcyjnym.